
High-shear mixer (HSM) granulation is the most preferred method for wet granulation to obtain high-quality granules for tablet compression and capsule filling formulations. Although this method is well-established, pharma manufacturers still face a major challenge in accurately identifying the endpoint of HSM granulation. Among the different techniques used presently, direct impeller torque measurement shows fewer fluctuations in its readings and provides a more accurate endpoint as compared to impeller current measurement and other available methods. Let’s see the benefits and drawbacks of different granulation endpoint measurement techniques and which is the most reliable amongst them.
Endpoint determination in HSM granulation – the challenges
Accounting for more than 70% of the global industry’s granulation1, wet granulation is indisputably the most preferred method for preparing high-quality granules. Among different methods for wet granulation, granulation using an HSM remains the method of choice and has been used for several decades. However, formulation scientists are still attempting to establish an accurate endpoint determination method for the HSM granulation process.
What is the granulation endpoint? It is the time when granules with desirable properties are formed. This is required to be determined to ensure smooth tablet compression and obtain desired tablet properties. These pre-compression granule properties include strength, bulk density, particle size distribution, and flowability. Researchers have devised various means to predict the results of the HSM granulation process. Simultaneously, granulation equipment manufacturers have upgraded their machines to provide more reliable results. Despite these efforts, the HSM granulation process relies heavily on empirical methods to determine a precise endpoint. As a result, in most cases, the material remains either under-granulated or over-granulated, leading to a range of problems during downstream processes. Even today, operators conduct a traditional manual checking of granules which is a highly subjective method and can lead to extreme inaccuracies. Hence, the FDA is also insisting on pharma companies to establish a precise method for granulation endpoint.
More difficult than detecting the endpoint of granulation is achieving reproducible endpoints by controlling a range of process variables. For a given set of processing parameter values, the granulation endpoint is determined by measuring the strength, rheological properties such as density, and physical properties, such as mean particle size distribution of the granules. An endpoint measurement technique that can provide accurate and reproducible results, considering changes in processing parameters of granulation (mixer geometry, blade speed, batch size, amount, and method of binder addition), is therefore desirable.
It is also important to consider different phases when determining the endpoint of HSM granulation. The HSM process follows three principle steps: dry mixing, spraying or binder addition, and wet mixing. It is common knowledge that the wet mixing step has the greatest impact on determining the endpoint. However, the binder addition phase and binder addition method also play important roles in granule formation, including their nucleation, densification, and growth. Hence, when predicting the endpoint of granulation, the binder addition phase must be considered along with the wet mixing phase.
One common approach used by formulation scientists when predicting the endpoint is identifying the amount of resistance an impeller encounters during the wet mixing phase and then measuring the current drawn by the motor in amperes (A). Manufacturers record these endpoint results by specifying a certain range during the wet granulation process, which can help obtain the desired quality attributes of granules in many cases. Alternatively, fluid bed process granulation, the outcomes of which are more predictable during development and production processes, is gaining increasing popularity as a substitute to HSM wet granulation. In a fluid bed processor, controlled granulation takes place, and hence, the particle size distribution of granules is narrow. In contrast, HSM is the more abrupt granulation method and provides a wide range of particle size distribution. Hence, it is becoming increasingly essential to ensure the accurate endpoint determination of HSM wet granulation.
Current methods used for determination of endpoint in HSM granulation
- Wet mixing duration – One of the oldest methods for endpoint determination is based on the duration of the wet mixing step, which follows the binder addition phase. The limitations of this method are that it may lead to inaccurate results if the starting materials exhibit variable powder properties (e.g., owing to a change in the supplier), which cannot be eliminated. Besides, manual binder addition introduces errors in addition time and binder quantity which can cause variations in the final granulation lot.
- Power consumption – Another popular endpoint determination method is based on measuring the power consumed by the motor mixer (in amperes). This is a cost-effective method, and the results obtained can be correlated to granule growth. A change in the consistency of the powder mixture increases the resistance on the granulator blades, which in turn affects the power consumption of an HSM motor. This method has certain limitations. The readings are affected by various factors such as the formulation, type of equipment, process variables, and wear and tear of the impeller motor, bearing, gearbox, etc. A major drawback of the power consumption measurement is that the load is measured on the motor rather than on the impeller where the actual process is conducted. These measurement readings fluctuate with the time and conditions of the motor regardless of the load.
- Calculated torque – The measured torque provides another means of endpoint determination. However, the torque value is calculated from the motor current, and HSMs usually have induction motors that use an alternate current. This causes fluctuations in measurement readings and hence poses limitations. The base of evaluation here is measured current, and then it is converted to calculated torque, and therefore, if impeller ampere readings are faulty, it will impact calculated torque.
- Reaction torque – When an impeller shaft rotates, the motor attempts to move in the opposite direction; however, it cannot rotate because it is bolted in place. The tension in a stationary motor base can be measured by a reaction torque transducer. However, this does not provide accurate readings due to variations during the wet mixing process, leading to inaccurate endpoint prediction.
- Torque rheometer – A torque rheometer provides an offline measurement of the torque required to rotate blades of a device and can be used to assess the rheological properties of wet granules. The disadvantage of this method is its offline measurement.
- Acoustic emission – In this method, piezo-electric acoustic emission sensors are used to determine the endpoint of granulation. The granulation process indicators obtained with an acoustic transducer can be used to monitor changes in particle size, flow, and compression properties. It is a non-invasive, sensitive technique but is still relatively expensive.
- Near-Infrared (NIR) – NIR sensors can determine the moisture content during granulation; however, this method does not accurately determine the endpoint of the process.
- Focused beam reflectance measurement (FBRM) – This is a particle size determination technique based on a laser beam focused in the vicinity of a sapphire window of a probe. The chord length distribution (CLD) can be recalculated to represent the number of particles or the volume-weighted particle size distribution. In many cases, CLD measurements are adequate to monitor dynamic changes in process parameters related to the particle size and shape, concentration, and rheology. However, this method is expensive.
Direct torque measurement
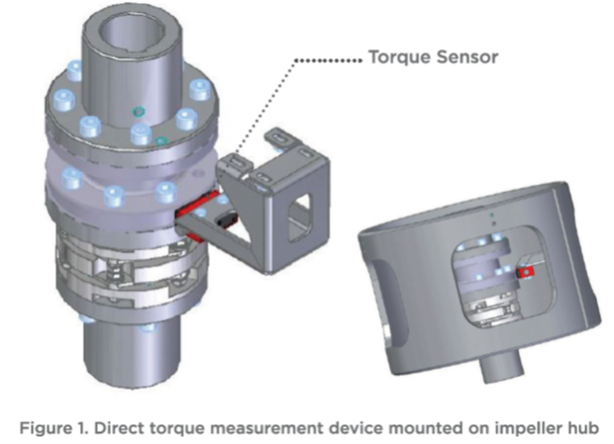
This method measures the impeller torque in Newton-meters (Nm) in real-time using a direct torque measurement device mounted onto the impeller drive shaft. In comparison to standard torque measurement techniques, where a theoretical impeller torque value is calculated from the impeller drive’s current consumption, the this-state-of-the-art technique can eliminate all factors influencing the current consumption, including wear and tear of bearings and gearings, oil viscosity, and temperature fluctuations; it provides the most accurate process control available. Figure 1 shows the arrangement of a direct torque measurement device on an impeller hub.
Torque sensors use strain gauges that are applied to rotating parts. This process can be accomplished using rings, wireless telemetry, or rotary transformers. The underlying principle of direct torque measurement is based on measuring the force used to turn the impeller shaft. When a force or torque is applied to the shaft, it twists by a very small amount. This twisting causes a “stretch” in the material of the shaft, in a direction 45° to the axis. Torque transducers measure the change in the shaft bending to calculate the torque. This measurement is conducted using strain gauges bonded to the shaft, which measure the strain induced in the shaft by the applied torque or force.
The direct torque measurement approach requires the following tools:
- A direct torque measuring device with a contact-free sender and receiver integrated into the impeller shaft
- A pre-calibrated measuring device
- A display of measured values on HMI
- Granulation endpoint determination function
- Set points for granulation endpoint determination on HMI

Figure 2 compares readings for the impeller direct torque and the impeller current for the 1200 L HSM model. The left vertical axis denotes the current (A), and the right vertical axis represents the impeller direct torque (Nm). The blue line indicates the pattern of the impeller direct torque, whereas the brick red line indicates the impeller current. The graph clearly shows that fluctuations in the impeller current are more frequent than those in the direct impeller torque, even if the values of a torque range from 0 to 4000 and the values of impeller current range from 0 to 90. Thus, the precision in readings can be directly correlated to accurate endpoint determination.
Conclusion
Although technological advances have made a considerable impact on many industries, pharma operations have remained conventional. The granulation step in tableting is one such operation. Its endpoint requires to be accurately determined, which is critical for the compression of good tablets. There are various traditional methods used for endpoint determination; however, they do not provide exact readings. In contrast, the direct torque measurement approach provides accurate results and is a reliable option to help overcome the FDA’s scrutiny on endpoint determination in HSM granulation processes.
Reference: